

数控管道切断坡口生产线

型号规格
常用标准规格为:Φ34-168/φ48-325/Φ60-426/φ325-630mm。
配置模式:数控切断坡口一体机完成管材的切断和坡口加工
适用推荐:不锈钢、合金钢、碳钢等中薄壁管道的切断和坡口一体式加工
产品图片















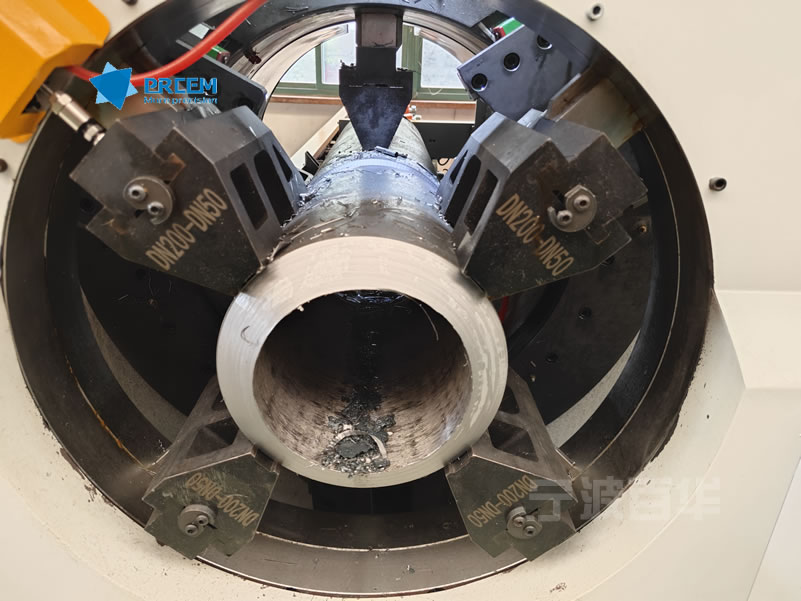
产品详情
产线概述
本规划设计方案是依托我公司强大的技术团队结合我公司丰富的智能化生产线制作经验的基础上做出的,整体设计履行“先进、高效”的技术理念,具有“智能控制、高效物流、模块组合、设备先进、适应批量化生产”等特点,实现中薄壁厚的管材的自动化高效作业,该产线采用切断坡口一体式加工,一次加工完成管材切断和坡口加工成型具有极高的效率,减少设备占地空间和转运流程,大大提高生产效率、减少人员配置、提高产品质量、降低人工技能要求等。
技术特点
1、可通过工厂MES系统PC端统一发送工件信息给系统主机,生产主机按任务清单指令进行有序作业,提升工厂数字化管理;
2、可配备从管子上料到管子下料全流程自动物流,实现加工主机之间的工件自动转运;
3、采用CTA或PAM切断坡口主机,集切割和坡口两用功能,一次加工完成管材切断和坡口成型;
4、采用机械式冷加工方式,满足各种金属材质加工,且具有环保、不改变管材材质、加工质量高等优点,是壁厚20mm以内的大批量管材高速切断坡口加工的理想方式;
5、产线可融合定长下料、打码(可二维码、条形码、字符)、自动物流转运、自动管端坡口加工等多种功能于一体。
加工效率
以DN300(12寸),壁厚8mm的管子为例;设备每天工作8小时,加工时间约为2分钟切断+2个坡口,辅助时间估计2min;30个坡口/小时(未计料头、料尾的损耗件),约为2880寸径/天/套;
一般每加工1mm壁厚的管道切断+坡口同时完成的加工时间在15s左右,切割其他厚度效率计算方式:15秒×壁厚,外加辅助时间。
|
直径 |
壁厚 |
加工方式 |
切断、坡口加工时间 |
|
DN200 |
8mm |
切断+坡口 |
约120秒 |
|
DN400 |
12mm |
切断+坡口 |
约180秒 |
产线配置
|
序号 |
详细配置 |
备 注 |
|
1 |
CTA数控管道切断坡口机 |
用于管材高速切断+坡口加工 |
|
2 |
数控定长系统 |
用于精确定位下料尺寸 |
|
3 |
横向物流传送系统 |
用于管道的送进、送出 |
|
4 |
径向物流传送系统 |
用于管道的上料、下料 |
|
5 |
存放料架 |
分为原材料料架、半成品料架和成品料架 |
|
6 |
打码系统 |
可选油墨喷码或激光打码系统 另可配条码打印机及扫码枪 |
|
7 |
总控制系统 |
由工业级控制柜、电气元件、电线电缆、拖链、感应开关等组成 |
产线的布置及配置组成以双方根据项目产能规划的方案为准。
